§ 14. Продовження п'ятого прикладу: мистецтво різати метали
Розвиток мистецтва або науки різання металів є чудовою ілюстрацією цього твердження. В кінці 1880 р., приблизно
у той самий час, коли автор зробив; описані вище досліди для
визначення належної денної продуктивності робочих грубого
фізичної праці, він отримав дозвіл від м-ра Вільяма
Селлерса, президента Мидвэльской Сталевий Компанії, на виробництво
ряду експериментів, для визначення того, які кути різання і форми
різців є наивыгоднейшими для різання сталі, а також для
визначення належних швидкостей різання сталі. В той момент, коли
автор тільки приступав до виробництва цих дослідів, він припускав, що
вони будуть тривати не довше півроку, і, дійсно, якщо б
заздалегідь було відомо, що на виробництво їх потрібно значно
більш довгий період часу, дозвіл на витрату великих сум для
цієї справи навряд чи було б їм отримано.
Першою машиною, над якої вироблялися ці експерименти, був
карусельний токарний верстат з планшайбою в 66 дюймів у діаметрі. На
цьому верстаті безперервно, день за днем, знімалася стружка з великих
паровозних бандажів, зроблених з твердої сталі однорідної якості.
Таким чином, ми поступово встановлювали належний спосіб
виготовлення, належну форму і умови застосування різців, при
яких вони давали б максимально швидкий темп роботи. Після закінчення
півроку ми мали достатню кількість нових практичних відомостей,
щоб з надлишком відшкодувати витрати на матеріали та заробітну плату,
які були зроблені для ведення цих дослідів. І все ж порівняно
невелике число експериментів, що ми встигли зробити,
стало, головним чином, тільки для з'ясування того, що досягнуті
результати становили лише дуже невелику частку тих знань, які
ще потрібно придбати і в яких ми постійно потребували при
наших повсякденних спробах до надання керівництва і допомоги нашим
робітникам-механікам у виконанні ними заданих їм уроків.
Експерименти в цій області тривали з невеликими
випадковими перервами протягом періоду в 26 років. За цей час нами
було спеціально пристосоване для дослідів близько десяти різних
машин. Було ретельно запротокольовано від 30000 до 50000 окремих
дослідів і було вироблено ще безліч не запротоколированных
експериментів. При встановленні сюди належать законів, різцями
досвідчених машин було знято понад 800000 фунтів сталевий і залізної
стружки і, по приблизному підрахунку, на все виробництво
досліджень було витрачено від 150000 до 200000 доларів.
Подібного роду дослідження становлять видатний інтерес
для кожної людини, люблячого наукові вишукування. Щодо завдань
цієї книги слід, проте, безумовно пам'ятати, що спонукальною
причиною для виробництва цих дослідів протягом багатьох років, а також
джерелом грошей та фактичної можливості їх здійснення, були
не абстрактні пошуки теоретичного наукового знання, але досить
нагальна практична потреба в точних відомостей, необхідних нам
кожен день для надання допомоги нашим робітникам-механікам в цілях
виробництва ними робіт найкращим чином і в найкоротший строк.
Мета всіх цих експериментів - дати нам правильну відповідь на два
питання, які постають перед обличчям кожного механіка всякий раз, як
він робить яку-небудь роботу на машині для різання металів: на токарному,
фрезерному, стругальному верстаті і т. п. Ці два питання свідчать:
- для провадження роботи з максимальною швидкістю;
- з якою швидкістю різання слід пускати верстат?
- і якою повинна бути величина подачі?
Ці питання звучать так просто, що дозвіл ніби вимагає
лише особистого судження будь-якого досвідченого механіка. В дійсності
після 26-ти років роботи, ми встановили, що відповідь на ці питання в
в кожному окремому випадку передбачає вирішення складної математичної задачі, де доводиться встановити спільний ефект дванадцяти
незалежних змінних.
Кожна з дванадцяти змінних, наведених нижче, має
істотне значення для результату. Цифри, наведені для кожної
із змінних, означають вплив даного окремого елемента на швидкість
різання. Так, наприклад, для першої змінної (А) ми знайшли, що
"відношення становить 1, для напівтвердої стали до 100, для дуже м'якою
маловуглецевої сталі". Сенс цього твердження той, що м'яка сталь
ріжеться в 100 разів швидше, ніж тверда сталь. Цифрові крайні відно-
ня, які зазначаються нами для кожного з цих дванадцяти елементів,
означають, таким чином, ту широку амплітуду вибору, яка
практично в колишнє час вставала перед кожним механіком при
визначенні їм найвигіднішою швидкості і величини подачі в роботі
його верстата.
Ось ці дванадцять змінних:
(А) Якість металу підлягає обробці, тобто твердість його і
інші властивості, що впливають на швидкість різання. Відношення становить 1,
для напівтвердої сталі, до 100, для дуже м'якою малоуглероднстой сталі.
(Б) Хімічний склад сталі, з якої зроблений різець і загартування різця.
Відношення становить 1, для різців з твердої вуглецевої сталі, до 7,
для найкращих швидкорізальних різців.
(В) Товщина стружки, тобто спіральної смуги або стрічки металу,
знімається різцем. Відношення становить 1, при товщині стружки в 3/16
дюйма, 31/2, при товщині стружки в 1/64 дюйма.
(Г) Форма або контур ріжучого леза різця. Відношення становить
1, для прямого, до 6, для круглого леза різця.
(Д) Спосіб охолодження різця за допомогою струменя води або рясної
ж іншого охолоджуючого засобу. Відношення становить 1, для різця,
працює всуху, до 1,41, для різця, охолоджуваного рясним струменем
води.
(Е) Глибина різання. Відношення становить 1, при глибині в 1/2,
дюйма, до 1,36, при глибині в 1/8 дюйма.
(Ж) Тривалість різання, тобто проміжок часу роботи
різця від одного загострення до іншого. Відношення становить 1, при заточуванні
через кожні півтори години, до 1,20, при заточуванні через кожні 20 хвилин.
(3) Кути різання. Відношення становить 1, під кутом різання 68
градусів,до 1,023, під кутом різання 61 градус.
(І) Еластичність оброблюваного виробу і різця відносно
тремтіння при роботі. Відношення становить 1, при тремтінні різця, до
1,15, при гладкій роботи різця.
(До) Діаметр виливка або поковки, що піддається обробці.
(Л) Тиск стружки нарежущую поверхню різця.
(М) Зміни рушійної сили і величин швидкості і подачі верстата.
Багатьом, можливо, здасться надмірним те, що потрібно
цілих 26 років роботи для визначення впливу кожної з цих дванадцяти
змінних на швидкість різання металів. Люди ж, які мали особистий
досвід у виробництві подібних експериментів, легко зрозуміють, що головна
складність завдання полягає в тому, що вона містить велику кількість змінних. І справді, величезна кількість часу,
витрачений на виробництво кожного окремого експерименту, було
саме трудністю збереження решти одинадцяти
змінних постійними і незмінними протягом усього ходу
експерименту в той час, як проводилося вивчення дванадцятою
змінної. Це збереження постійними одинадцяти змінних було
незмірно важчим, ніж саме дослідження дванадцятою.
По мірі того, як проводилося дослідження впливу на швидкість
різання, одну за одною, кожну з цих дванадцяти змінних, для
можливості практичного використання отриманих відомостей
необхідно було знайти математичні формули, які висловлювали б
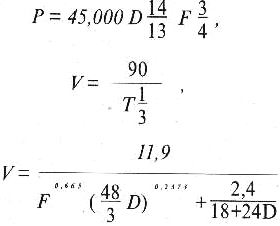
у стислій формі законів, з'ясовані в результаті експериментів. В якості
прикладів з встановлених дванадцяти формул ми наведемо наступні
три:
Після того, як ці закони були таким чином відкриті і
виражали їх математичні формули були зафіксовані, перед нами
все ж залишалася важке завдання домогтися настільки швидкого вирішення
кожній з цих математичних проблем, яке дозволило б
використовувати їх у практичній щоденній роботі. У людини з гарною
математичною підготовкою спроба знайти правильне рішення на основі
цих формул у кожному даному випадку (що рівносильно практичного
знаходження правильної швидкості і величини подачі при звичайній
організації роботи) повинна забрати, приблизно, від двох до шести годин на
дозвіл кожної окремої задачі, тобто значно більше часу на
рішення математичних проблем, ніж те, яке витрачається в більшості
випадків робітником на виконання самої роботи на своєму верстаті. Таким
чином, що стояла перед нами завдання значною труднощі полягала
у знаходженні способу швидкого вирішення відповідних
математичних проблем. По мірі того, як ми робили успіхи в цьому
напрямку, все питання в сукупності, від часу до часу,
представлявся автором на розгляд відомих математиків нашої
країни, одного за іншим. Ми пропонували їм заманеться розумне
винагорода за перебування швидкого і практичного методу вирішення цих математичних завдань. Деякі з цих панів тільки кидали
поверхневий погляд на подані нами дані; інші, бажаючи бути
люб'язними, залишали їх у себе протягом двох або трьох тижнів. Всі вони,
зрештою, давали нам один і той же відповідь: у багатьох випадках цілком
можливо розв'язати рівняння, що містять чотири змінних, а в
деяких випадках рівняння з п'ятьма або шістьма змінними, але
абсолютно неможливо вирішити завдання, що містить дванадцять
змінних, яким-небудь іншим шляхом, крім методу повільного і
послідовного наближення.
Знаходження можливості швидкого вирішення уявлялося, однак,
настільки настійно необхідним для нашої щоденної роботи по
організації управління заводами машинобудівної промисловості,
що, незважаючи на слабке заохочення, отриманий нами від математиків, ми
продовжували з нерегулярними з перервами протягом п'ятнадцяти років
присвячувати дуже багато часу пошуків такого простого рішення. Чотири
або п'ять чоловік у різні періоди часу віддавали весь свій робочий
день виробництву цих досліджень, і, врешті-решт, в період нашої
роботи у Віфлеємської Сталевий Компанії була розроблена рахункова
лінійка, ілюстрована на кресленні № 11 нашої книги "Мистецтво
різати метали" і детально описана в доповіді, представленій м-ром
Карл Дж. Бартом Американського Суспільства інженерів-механіків, під
заголовком "Рахункові лінійки для заводів машинобудівної
промисловості, як елемент Тэйлоровской системи управління" (т. XXV
Праць Американського Товариства інженерів-механіків). За допомогою цієї
рахункової лінійки будь-яка з цих складних проблем може бути вирішена
менше, ніж півхвилини кожним добрим механіком, незалежно від того,
розуміє він що-небудь у математиці чи ні. Це дало можливість
застосувати до щоденної заводській практиці результати, наших
багаторічних дослідів по мистецтву різати метали.
Це являє хорошу ілюстрацію того факту, що завжди
можна знайти який-небудь спосіб, життєвого використання в
повсякденній практиці складних наукових даних, які подаються
знаходяться за межами досвіду і обсягу технічної підготовки
звичайних практичних працівників. Ці рахункові лінійки вже в
протягом ряду років перебувають у безперервному щоденному користуванні у
простих робітників-механіків, які не мають ніякого поняття про математику.
Простий погляд на складні математичні формули, що виражають
закони різання металів, з ясністю показують причину неможливості
для будь-якого механіка, що ґрунтується тільки на своєму особистому досвіді і
незнайомого з цими законами, правильно вгадати найкраще рішення
обох основних питань:
- з якою швидкістю працювати?
- якою повинна бути величина подачі?
- навіть якщо б він і виробляв одну і ту ж частину машини постійно
протягом довгого часу.
Якщо повернутися до нашого механіку, який працював над виготовленням
одних і тих же виробів протягом десяти-дванадцяти років, то був лише
дуже невеликий шанс по відношенню до кожного з різних пологів
роботи, їм виконувалися, щоб він напав саме на єдиний
найвигідніший спосіб виробництва кожного даного роду роботи
тих сотень можливих способів, які перебували в його розпорядженні.
При розгляді цього типового випадку слід також пам'ятати, що
металообробні машини на всіх наших машинобудівних
заводах були побудовані відносно можливих швидкостей роботи навмання,
а аж ніяк не на основі точних відомостей, отриманих у результаті вивчення
мистецтва різати метали. На всіх машинобудівних заводах, які
були нами послідовно реорганізовані, ми з'ясували, що не було
навіть однієї машини зі ста, яка була б побудована щодо
швидкості роботи хоча б скільки-небудь близько до належним швидкостей
різання. Таким чином, для можливості конкуренції з результатами
наукового дослідження різання металів простому механіку, перш, ніж
він отримає можливість встановлення належних швидкостей роботи,
довелося б поставити нові шківи на контр привід свого верстата, а
також в більшості випадків, провести ряд змін у формі та
умовах, застосування різців і т. д. Багато з цих змін знаходяться
абсолютно поза сферою його контролю, хоча б він і знав прекрасно, що
власне повинно бути зроблено.
Якщо, таким чином, для читача незрозумілі підстави, в силу яких
традиційні практичні навички, набуті простим робітником-
механіком, день у день робить одну і ту ж роботу, не можуть
конкурувати з точною наукою про різанні, то для нього має бути ще
більш очевидним, чому висококваліфікований механік, якому
постійно доводиться виконувати досить різноманітну роботу, ще в
набагато меншою мірою здатний конкурувати з цією наукою. Висококваліфікований механік, робить кожен день нового роду роботу,
потребує для того, щоб виконувати її кожен раз в найкоротший термін,
крім ґрунтовного засвоєння мистецтва різати метали, ще і в
великих знаннях і досвіді щодо найбільш швидкого способу
виробництва ручної роботи кожного даного роду. Читач, згадавши
ті вигоди, які були отримані м-ром Джильбретом шляхом виробленого їм вивчення часу і русі в роботі мулярів, врахує всі
значення величезних можливостей в області винаходу нових більш
швидких методів виробництва всякого роду ручної роботи, які
відкриваються перед кожним робітником-професіоналом, оскільки він
користується допомогою адміністрації, заснованої на науковому вивченні
часу і робочих рухів в області його спеціальності.
Вже близько тридцяти років тому спеціальні агенти з обліку
часу вперше були призначені адміністрацією деяких
машинобудівних заводів виключно для наукового вивчення
робочих рухів, в поєднанні з точним обліком за секундоміром робочого
часу відносно всіх окремих елементів праці робітника-механіка.
Якщо, таким чином ці інструктори, які є спеціальними
агентами адміністрації та знаходяться в тісній співпраці з
робочими, однаково добре володіють як наукою про різанні металів, так
і настільки ж розробленої наукою про робочих рухах і часу в даній
спеціальної галузі праці, то не важко зрозуміти, чому навіть найбільш
висококваліфікований механік абсолютно не в змозі давати
максимальну продуктивність без постійного сприяння з боку
цих інструкторів. Оскільки цей факт буде в точності уяснен читачем,
цим буде досягнута одна з найбільш важливих завдань, заради яких була
написана ця книга.
Автор сподівається, що наведені ним зробили ілюстрації
абсолютно очевидними підстави, в силу яких система наукового
управління підприємством неминуче всюди дає незрівнянно кращі
результати, як в інтересах компанії, так і в інтересах самих робітників,
у порівнянні з тими, які можуть бути досягнуті при пануванні
системи ініціативи і заохочення. Слід також ясно віддавати собі
звіт в тому, що ці результати виходять аж ніяк не в силу рішучого
переваги одного механізму типу управління над механізмом іншого,
але в силу заміни однієї системи основних принципів зовсім інший
їх системою - в силу заміни певної філософії управління
промисловим підприємством зовсім відмінної його філософією.
Резюмуючи, таким чином, на всіх цих прикладах можна бачити,
що сприятливі результати засновані головним чином:
1) на заміну
науковими основами індивідуального вільного розсуду кожного
окремого робітника;
2) на науковому підборі та навчанні робітників, шляхом
вивчення, навчання, тренування і, можна прямо сказати, експериментування над кожним окремим робітникам замість допущення носить
абсолютно випадковий характер вільного вибору професії та
тренування в ній самими робітниками, і
3) на самому тісному співробітництві
адміністрації і робітників, при якому вся тяжкість роботи лежить спільно на обох сторонах у відповідності з встановленими науковими законами,
замість надання розв'язання кожної окремої задачі виробництва,
цілком крайнього розумінню даного окремого робітника.
Застосовуючи ці нові принципи, замість колишніх індивідуальних зусиль кожного
робочого, обидві сторони майже порівну ділять між собою щоденну
роботу по виконанню кожного окремого виробничого завдання,
причому адміністрація бере на себе ту частину роботи, за який вона
найбільш пристосована, а робочі відповідно, залишається частку.
Все о туризме - Туристическая библиотека На страницах сайта публикуются научные статьи, методические пособия, программы учебных дисциплин направления "Туризм".
Все материалы публикуются с научно-исследовательской и образовательной целью. Права на публикации принадлежат их авторам.